If you run an industrial sorting line for produce or build equipment that needs to spot differences in materials under tricky lighting, you already know standard cameras fall short. They see red, green, blue and call it a day. But real-world stuff like ripeness in tomatoes or contaminants in grains hides in wavelengths your eyes miss. That’s where two-color detectors come in. These two-color detectors give machine vision systems the extra punch they need for multi-spectral work without turning your setup into a science project.
At BeePhoton we make two-color detectors that pack two detection elements onto one chip so manufacturers of agricultural sorting gear and industrial color separation equipment get clean signals across two wavelengths at once. No extra optics, no alignment headaches. Just solid data your software can use right away. I’ve worked with enough of these two-color detectors over the years to see them turn good systems into great ones, especially when speed and accuracy matter on the factory floor.
In this piece we’ll walk through what makes two-color detectors tick, why they fit multi-spectral machine vision like a glove, and how they solve the exact headaches B2B buyers face every day. Stick around and you’ll pick up practical tips you can actually use.
What Exactly Are Two-Color Detectors?
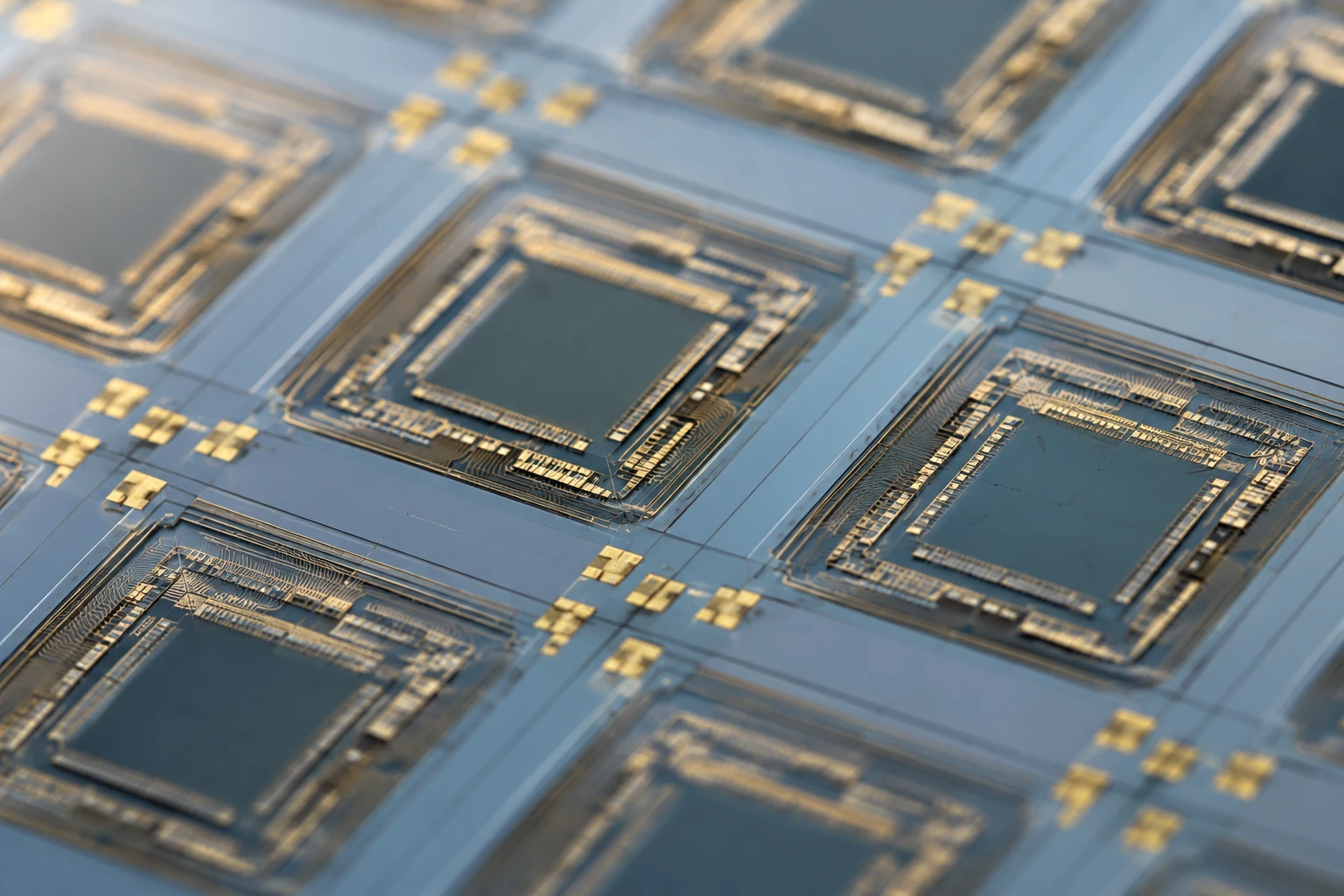
Two-color detectors, sometimes called dual-element detectors, are basically two photodiodes stacked or placed to catch different wavelength bands along the same optical path. The top layer grabs one range of light while letting the other pass through to the bottom layer. Simple as that.
Think of it like having two eyes that each specialize in a different part of the spectrum but share the exact same view. One common setup uses silicon for visible or near-infrared on top and something like InGaAs for longer wavelengths underneath. The result? Two separate electrical signals from one compact package.
Hamamatsu and other makers have been shipping these two-color detectors for years, and the tech keeps getting better. The big win is you avoid the bulk and cost of separate sensors plus beam splitters. For machine vision folks building multi-spectral systems, two-color detectors mean smaller cameras, faster frame rates, and less calibration fuss.
Two-color detector PDDT1630-101
Achieve reliable remote temperature and material sensing with our Silicon-InGaAs Photodiode. This TO-packaged two-color detector provides high quantum efficiency and a broad detection range for industrial applications.
Why Two-Color Detectors Matter in Multi-Spectral Machine Vision
Multi-spectral machine vision isn’t new, but the pressure to make it cheaper and faster keeps growing. The global machine vision market sits at around USD 15.83 billion in 2025 and is heading toward 23.63 billion by 2030. A chunk of that growth comes from agriculture and food processing where operators need to sort on the fly without slowing the line.
Regular RGB cameras miss a lot. Bruises inside an apple, early mold on grains, or plastic bits mixed in with vegetables all look similar under white light. Two-color detectors fix that by giving you data from two distinct bands at once. One band might catch visible color shifts while the other picks up near-infrared moisture or chlorophyll signals. Your algorithm suddenly has richer info to work with.
For manufacturers of industrial color separation equipment aimed at farms or packing houses, two-color detectors are a game changer. You can build a system that handles high throughput while still spotting subtle differences. No more trading speed for accuracy. And because everything happens on one chip, your enclosure stays compact and your power draw stays low.
How Two-Color Detectors Actually Work
Let’s keep this straightforward. Light hits the two-color detectors. The top photodiode absorbs shorter wavelengths and generates a photocurrent. Longer wavelengths sail through to the bottom element and create their own signal. You read both channels separately or combine them depending on your software.
The key spec here is responsivity. In plain terms, responsivity tells you how much current you get per watt of incoming light. You calculate it as R = I_ph / P_opt, where I_ph is the photocurrent in amps and P_opt is the optical power in watts. Higher numbers mean better sensitivity. Quantum efficiency, the percentage of photons that actually produce electrons, usually sits around 60-80% in good two-color detectors depending on the band.
Crosstalk between the two channels stays low in well-designed two-color detectors, often under a percent, thanks to careful material layering and bias control. That matters when your multi-spectral machine vision algorithm needs clean separation between signals.
In practice, you might run one channel in visible (say 400-700 nm) for color and the other in NIR (700-1100 nm) for internal structure. Or pair SWIR with visible for even tougher sorting jobs. The beauty is the two-color detectors do the heavy lifting in hardware so your software doesn’t have to guess.
Key Benefits of Two-Color Detectors Over Single-Element Setups
I’ve tested plenty of vision systems side by side. Two-color detectors consistently win on a few fronts:
- Compact size – One chip instead of two sensors plus optics. Your machine footprint shrinks.
- Better alignment – Both wavelengths see the exact same spot. No parallax errors that mess up high-speed sorting.
- Lower cost per channel – Especially important for OEMs building multi-spectral machine vision lines.
- Faster response – Less signal processing overhead because the separation happens optically.
- Improved discrimination – You catch defects invisible to standard cameras, like water content or subsurface damage.
Here’s a quick comparison table:
| Feature | Single-Element Detector | Two-Color Detectors | Real-World Impact for Your Line |
|---|---|---|---|
| Wavelength Coverage | One band only | Two bands simultaneously | Spot color + internal quality in one pass |
| System Size | Larger with extra optics | Compact single chip | Easier integration into existing sorters |
| Alignment Needs | Frequent recalibration | Minimal | Less downtime on the factory floor |
| Cost for Multi-Spectral | Higher (multiple sensors) | Lower per channel | Better ROI for agricultural equipment makers |
| Data Quality | Basic | Rich dual-signal output | More accurate sorting algorithms |
Two-color detectors just make the whole multi-spectral machine vision pipeline smoother.
Two-color detector PDDT1410-101
Enhance your analytical instruments with our custom two-color detector for precise spectral analysis. This Silicon-InGaAs photodiode offers a wide spectral range and low dark current for superior accuracy.
Real Applications: Agricultural Sorting and Industrial Color Equipment
Take produce sorting. A packing house handling thousands of tons of fruit per day can’t afford to miss a bad apple. Two-color detectors let the system check visible ripeness in one channel while the second channel flags internal bruising or sugar content through NIR. We’ve supplied two-color detectors to equipment makers who then integrated them into lines sorting cherries, berries, and grains. The feedback? Fewer false rejects and higher throughput.
In one anonymized setup for vegetable processing, switching to two-color detectors cut manual double-checks almost in half. The multi-spectral machine vision now reliably picks out foreign material that matches the crop color but shows different spectral fingerprints. That’s the kind of edge industrial color separation equipment manufacturers love.
Food safety regulators push harder every year for zero contamination. Two-color detectors help because they see beyond surface appearance. Moisture levels, fat content, even early spoilage signs become visible. Multispectral setups using two-color detectors have shown up in everything from rice sorting to tomato grading lines.
Industrial users outside agriculture also benefit. Plastic recycling lines use two-color detectors to tell PET from HDPE by their infrared signatures. Electronics manufacturers catch coating defects invisible under normal light. Anywhere you need fast, non-contact material identification, two-color detectors pull their weight.
Choosing the Right Two-Color Detectors for Your System
Not all two-color detectors are created equal. When you’re speccing them for multi-spectral machine vision, look at these:
- Peak wavelengths and bandwidths that match your lighting and targets.
- Package size and mounting options for your camera housing.
- Dark current and noise specs, especially if you run in low-light conditions.
- Operating temperature range – factory floors get hot.
BeePhoton’s two-color detectors are built exactly for this. Check out our full lineup here: BeePhoton two-color detectors. We focus on the wavelengths most useful for agricultural sorting and industrial vision, with solid responsivity and low crosstalk.
If you’re an equipment manufacturer, we can tweak the elements to fit your exact multi-spectral needs. Drop us a note and we’ll talk specs.
Common Pitfalls and How to Avoid Them
People sometimes overcomplicate things by adding too many bands when two-color detectors already solve 80% of the problem. Or they forget to match the detector response to their LED or laser illumination. Keep the light source stable and you’ll get repeatable results from your two-color detectors.
Another tip: calibrate your software to the exact responsivity curves of the two-color detectors you’re using. A quick ratio of the two channels often gives cleaner classification than raw intensity alone.
Wrapping It Up: Time to Upgrade Your Multi-Spectral Setup
Two-color detectors aren’t some fancy lab toy. They’re practical tools that make multi-spectral machine vision work better, faster, and cheaper for the real world. Whether you’re sorting apples, grading grains, or building the next generation of industrial color equipment, these two-color detectors give you the spectral edge without the usual headaches.
The market is moving fast. More and more buyers want systems that see beyond visible light. Two-color detectors put that capability right in your hands today.
Two-color detector PDDT1514-001
Our Two-Color Si/Si Photodetector delivers precise remote temperature measurement. This high-reliability Si/Si photodetector in a rugged TO package with a borosilicate window ensures accurate results for pyrometry.
FAQ
What are two-color detectors and why do they matter for multi-spectral machine vision?
Two-color detectors are dual-element photodetectors that capture two different wavelength bands on a single chip. They matter because they deliver richer data for sorting and inspection without extra hardware. In multi-spectral machine vision, two-color detectors help distinguish materials that look identical to regular cameras, especially in agricultural and industrial settings.
How do two-color detectors improve accuracy in agricultural sorting equipment?
They let the system analyze visible color in one channel and hidden properties like moisture or internal defects in another. This dual view reduces false positives and speeds up the line. Equipment makers using two-color detectors in multi-spectral machine vision often report cleaner separation of good and bad product.
Where can I get two-color detectors designed for industrial multi-spectral applications?
BeePhoton specializes in them. Head to our two-color detector category or reach out to info@photo-detector.com. We work directly with manufacturers who need reliable components for their vision systems.
Ready to bring two-color detectors into your multi-spectral machine vision project? Whether you need standard parts or custom tweaks, we’ve got you covered. Visit BeePhoton or hit our contact page right now. Tell us what you’re sorting and we’ll show you how two-color detectors can make it better. Don’t wait – the lines are moving faster every day, and two-color detectors help you keep up.